专业从事DIY金属蚀刻加工与制造及五金电子不锈钢蚀刻加工的蚀刻专家
拥有专业的废水处理设施,并取得政府颁发的排污许可证
全国统一咨询热线
138 2690 5120
专业从事DIY金属蚀刻加工与制造及五金电子不锈钢蚀刻加工的蚀刻专家
拥有专业的废水处理设施,并取得政府颁发的排污许可证
138 2690 5120

地址:中国 广东东莞市大岭山镇鸡翅岭工业区
电话:0086 0769 82780796
传真:0086 0769 82780797
手机:13827281984(汤先生)
Q Q:2824469571
手机:13826905120(周先生)
Q Q:372288423 SKYPE:pztang
E-mail :dgshenghuiwujin@163.com
诚信通店铺:dgshenghui8.1688.com
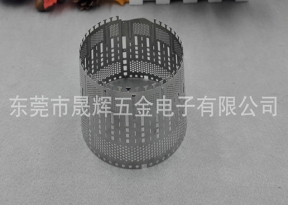
关于精密五金蚀刻介绍
一. 应用领域简介
随着电子技术的发展,越来越需要许多几何形状复杂、精密度要求高而机械加工难以实现的超薄形工件。而照相腐蚀(或称金属蚀刻)方法却易达到部件平整、无毛刺、图形复杂的要求,且加工周期短、成本低。这种行业我们称之为精密五金蚀刻。涉及面有电子、五金、皮革、轮船、汽车、航空、医疗、家居、灯具、装璜、模具、电梯、玩具等零配件,它的化学原理是利用三氯化铁水溶液作为腐蚀剂与金属反应:
2FeCl 3 + F e= 3FeCl 2 2FeCl 3 + C u= CuCl 2 + 2FeCl 2 2FeCl 3 +AL = 2ALCL3 + 2Fe2+
二.合适材质:
目前金属蚀刻比较常 见的几种金属主要为:铜、不锈钢、不锈铁、铁板、铝板.
蚀刻材质厚度薄板0.03~3.0mm,
厚板有游轮甲板,2公分之厚,但无论板材多厚或多薄,化学蚀刻可批量化、精准化
稳定化生产。蚀刻精度可达到±0.01mm。
三.蚀刻工艺分为类:
蚀刻工艺
适合材质
工艺特点
优点/缺点
酸性氯化铜体系
铜
蚀刻速度稳定,可做高精密线条,药水可实现自动再生,
废液可以有值回收处理
碱性氯化铜体系
铜
蚀刻速度快,极限线宽只能做0.1mm,碱性蚀刻比酸性蚀刻速度约快2~3倍。药水可再生循环使用,
废液可以有值回收处理

三氯化铁体系
不锈钢、铜、铝,铁
该工艺对这几种金属都适合,只是不同的材质,药水参数略有不同,
废液不易处理,污染大
氢氧化钠体系
铝
特别是半蚀刻,氢氧化钠溶液可以得到比较好的有面,唯有就是对蚀刻油墨要求比较高,需要耐强碱。
废液不易处理,污染大
四.油墨工艺分类:
产品外观
所涉产品
适合工艺
平面
喇叭网,过滤网,笔记本外壳,模具板,电梯装饰板,踏板,
网印 涂布 喷涂
立体
数码相机、手机外壳等
喷涂,电泳
特殊体
大型铝形材刻花
电泳,手工随意图案
五.生产工艺:
本例 按蚀刻不锈钢片自动线为例说明:
次序
流程
工艺参数
备注
1
入料
依据工单领料,检查原材料是否出现尺寸.变形.异色.划伤等不良,及时反馈
2
清洗
10%清洗剂,45温度,压力:1.5KG,时间30sec~1min
水破时间大于15秒 45度角
3
印油墨
膜厚16微米~40微米
薄板蚀刻油墨可薄一点,厚板则可加厚
4
曝光
7格
5
显影
1%碳酸钠溶液,温度30度,压力:1.5KG
使用过程中易产生泡沫,需加消泡剂,显影点在50~60%,超过这个点,更换显影液。
6
蚀刻
三氯化铁液体:玻美度40±2度.温度:50±5度.酸度0.3~0.8N。压力2.0±0.5KG,氧化还原电位:460MV以上
生产过程中,定期测量比重,酸度,温度,监测氧化还原电位,以便及时调整好药水参数是否在正常 范围之内
蚀刻点控制在75~80%。
7
去膜/脱漆
3~5%氢氧化钠,温度50度,或专业脱漆水100%配槽,温度50度,(依供应商参数定)
使用过程中易产生泡沫,需加消泡剂,去膜点在40~60%,超过这个点,更换去膜液。
8
烘干
80度,热风
注意查看风刀角度是否对,角度不对,噪声响,表面水印
9
检验
次品剔出
10
包装出货
检查数量产品是否对应交货单一致
六:各工序常见问题与处理对策:
工序
问题
对策
前处理(清洁)
1.水破时间达不到,2.清洁后表面有滚轮印
1.清洁剂浓度不足,温度底,2. 海绵轮清洁度不足
涂布油墨
1.膜厚太薄或太厚
1.调整涂布轮压力,2.网印的话注意网目数
曝光
1.图案错位
1.检查菲林片定位
显影
1.显影不尽,显影不出,显影过度,2.显影后线条呈锯齿状
1.检查曝光能量,烘烤温度,2.检查显影点
蚀刻
1.线条过宽,孔过小,2.线条细,孔过宽,
1.蚀度速度过快,2.蚀刻速度过慢,蚀刻点跑偏,3.检查药水参数是否在正常 范围之内
去膜
1.去膜不尽,残膜,.
1.去膜速度过快,2.浓度不足,温度底,
烘干
1.烘不干,2.表面水印,
1.温度底,风刀角度不对,2.吸水滚轮脏
以上为工艺中常见的问题与对策,作一个简单说明,主要以现场生产为主,有问题时再具体找原因。
另外电泳工艺不再具体说明,是因为蚀刻厂一般电泳镀膜多为外发加工。